Page 1 sur 1
Décollement de pièces
Publié : mar. févr. 23, 2016 1:09 pm
par Budi67
Bonjour à tous
Je reviens avec un petit soucis récurrent.
J'imprime une pièce rectangulaire avec une bonne surface.
1er couche à 0.3
Elles ce décollent systématiquement au même endroit.
Quasi 1h d'impression, vers la 15e couche et hop ca ce décolle pfffff
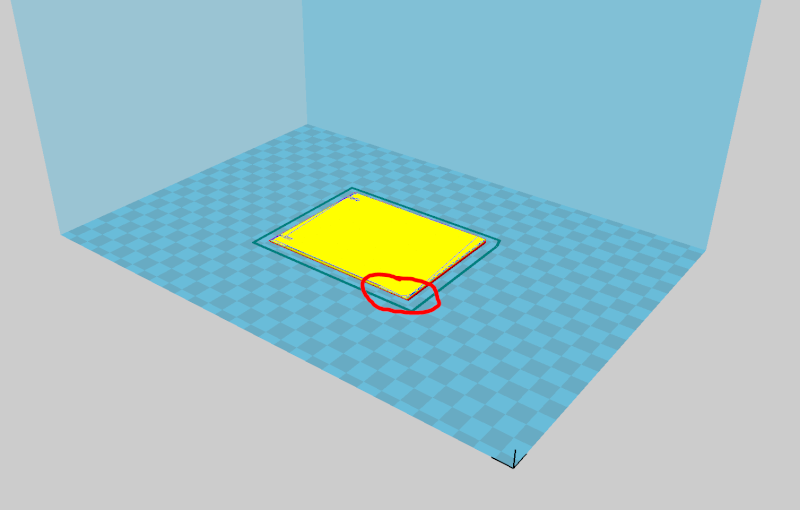
Est-ce que la tourner de 90° a plat changerais quelques chose ?
Une idée ?
Merci
@++ Budi67
Re: Décollement de pièces
Publié : mar. févr. 23, 2016 4:55 pm
par Budi67
Voila, la pièce est terminée.

Re: Décollement de pièces
Publié : mar. févr. 23, 2016 5:56 pm
par Paul
Le fait de faire une rotation à 90° ne changera pas théoriquement ce décollement

Quel est la température ambiante de la pièce où vous imprimez ?
Sinon pour citer Jacques :
"Limiter l'épaisseur haut/bas au minimum : 0,6mm
Limiter le remplissage (fill) au minimum (15/20%)
Régler parfaitement le 0, ni trop haut, ni top bas.
S'assurer du 0 en observant la largeur du premier trait (ne doit pas varier sur l'ensemble de la surface), son épaisseur constante et son adhésion avec l'ongle (il ne doit pas se décoller facilement)
Observer les coins après la première et deuxième couche, ca ne doit pas se décoller.
Au besoin
Chauffer avec un projecteur halogène la zone de travail
Limiter au maximum les courants d'air sur l'imprimante, quelques carters improvisés peuvent aider"
Re: Décollement de pièces
Publié : mar. févr. 23, 2016 8:11 pm
par Budi67
Merci pour cette réponse Paul
Pour la température ambiante, elle doit être de l'ordre de 19/20°
En épaisseur haut/bas, le réglage était à 1
Le remplissage à 20%
Au visuel, la 1er couche est très régulière.
Le hic, c'est que cela ne c'est pas décollé après la 1er ou la 2e couche, mais seulement vers la 15e couche.
Re: Décollement de pièces
Publié : mar. févr. 23, 2016 9:05 pm
par Aero-3D
Bonsoir,
Avec ma petite expérience toute récente tu peux essayer 2 choses:
- Une 2° couche de laque après séchage de la première
- Et surtout dans CURA choisir dans "type d'accroche au plateau" brim (bordure) et la largeur de cette bordure en cliquant sur la case avec 3 points par exemple 10mm.
Ça devrait résoudre ton pb.
Jean.
Re: Décollement de pièces
Publié : mer. févr. 24, 2016 12:07 am
par Jacques
19°, épaisseur 1mm et remplissage 20%, avec ces valeurs il faut une température ambiante d'au moins 25°
Calfeutrez votre imprimante afin que la température ambiante monte, c'est ca la solution
Re: Décollement de pièces
Publié : mer. févr. 24, 2016 3:53 pm
par Budi67
Merci pour ces précisions.
Pour la calfeutrer, ça vas pas être évident. L'endroit ou elle est ne s'y prête guère.
@ Aero-3D, j'ai aussi remarqué qu'avec 2 couches de laques ca tient mieux ou c'est moi qui en met pas suffisamment
J'ai relancer des impression avec un déclenchement du ventilo comme ceci.
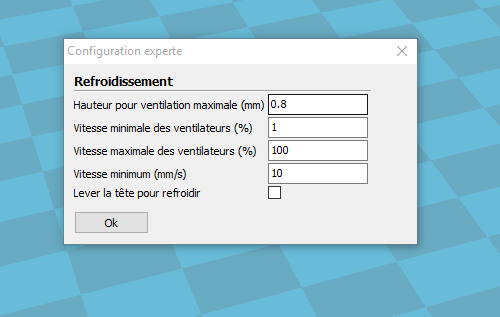
Pour l'instant plus 1 seul décollement
Re: Décollement de pièces
Publié : mer. févr. 24, 2016 4:24 pm
par Jacques
Je pense que deux couches de laque n'offre rien de plus, au contraire.
Un projecteur halogène visant la zone d'impression peut aider à monter la température globale.
Un 0 parfaitement réglé avec une première couche de 200µ aide aussi
Pour ma part, je ne touche jamais les réglages de base de la ventilation et ca fonctionne très bien.
Re: Décollement de pièces
Publié : mer. mars 30, 2016 12:06 pm
par FloFaure
Ce décollement est du aux delta de température et aux contraintes internes qui apparaissent quand la pièce refroidie de sa température de fusion du PLA à la température ambiante de la pièce.
Pour contrer ce pb tu peux effectivement chauffer l'environnement de ta pièce.
Sinon en inclinant légèrement ta pièce de 15 à 20° pour qu'elle ne soit plus horizontale cela ne peut pas régler le problème ?
Cela dirigera ton gradient thermique vers le bas en évitant de décoller ta pièce sur un coin.
Et si décollement il y a, la déformation sera prise par le support.
C'est pas moi l'expert mais vous en pensez quoi les gars ?
Re: Décollement de pièces
Publié : jeu. mars 31, 2016 8:41 pm
par activa1969
Bonjour,
Il y a plusieurs solutions pour le décollement des pièces, le 1er c'est d’éviter les pièces avec des coins à 90 °, quand je ne peux faire autrement je mets des "oreilles de mickey" sur la pièce lorsque je la dessine, des cercles d’épaisseur de 0.2 à 0.4 mm qui se coupe facilement après l'impression.
url=
http://www.hostingpics.net/viewer.php?i ... apture.jpg]

[/url]
J'ai une grande imprimante de 410*325*500 de haut, j'ai déjà imprimé de 490 mm de long sur 10 mm de large simplement avec de la laque sur du verre.
Pour toutes les solutions suivantes le plus important, c'est le faire
très soigneusement le zéro.
- verre + laque fonctionne très bien a condition de nettoyer le verre régulièrement et d'imprimer doucement
- verre + scotch type carrosserie/ peinture et de bien dégraisser avant l'impression
- le buildtak /Fixpad BQ seul, voir avec de la laque pour les pièces les plus récalcitrantes
A chacun de faire son expérience, il n'y a pas de solution miracle, je préfère le buildtak car je l'utilise plusieurs fois par jour sans avoir à nettoyer le verre ou à décoller le papier.
Re: Décollement de pièces
Publié : dim. avr. 03, 2016 9:13 pm
par Jacques
Pour les imprimantes avec l'auto leveling le réglage du 0 est remplacé par l'offset, ce réglage reste manuel et est à baisser si la première couche n'adhère pas bien.
En décollant la pièce on doit avoir un base lisse à 70%, ce point est très important.
Ensuite, s'il n'est pas utile d'avoir une base de 1mm, autant la faire de 0,6mm. De même pour le remplissage, 20% donne une pièce très solide mais avec beaucoup de tensions, si ce n'est pas ce que l'on recherche, autant ne mettre que 5%.
Postez une photo de la base d'une pièce afin que l'on regarde si l'offset est parfait

{kind=link}