Voici un tuto pour installer et configurer son firmware Marlin dans le but d'utiliser un capteur inductif et faire un Auto Level.
Ce tuto est adaptable à tous les capteurs sans contact (capacitifs ou inductifs)
Tout d'abord imprimer la pièce Thingiverse : http://www.thingiverse.com/thing:534011 Merci à Paclema pour la réalisation
Installer le capteur LJ12A3-4-Z/BX (vous pouvez le trouver sur plusieurs site moi je l'ai pris ici : http://www.banggood.com/fr/Wholesale-NP ... 41603.html )
Ce capteur fonctionne par induction donc placer une feuille de papier d'aluminium de cuisine par exemple derrière le verre d'impression, autre idée de Jacques un miroir ! j'ai pas encore fais l'essai mais ca doit marcher ! Merci à Jacques pour l'idée
Ce capteur à une course de contact de 4mm ! donc le réglage sera très précis du faite que le verre d’origine fait 3mm.
- Capteur dist.JPG (14.12 Kio) Consulté 107545 fois
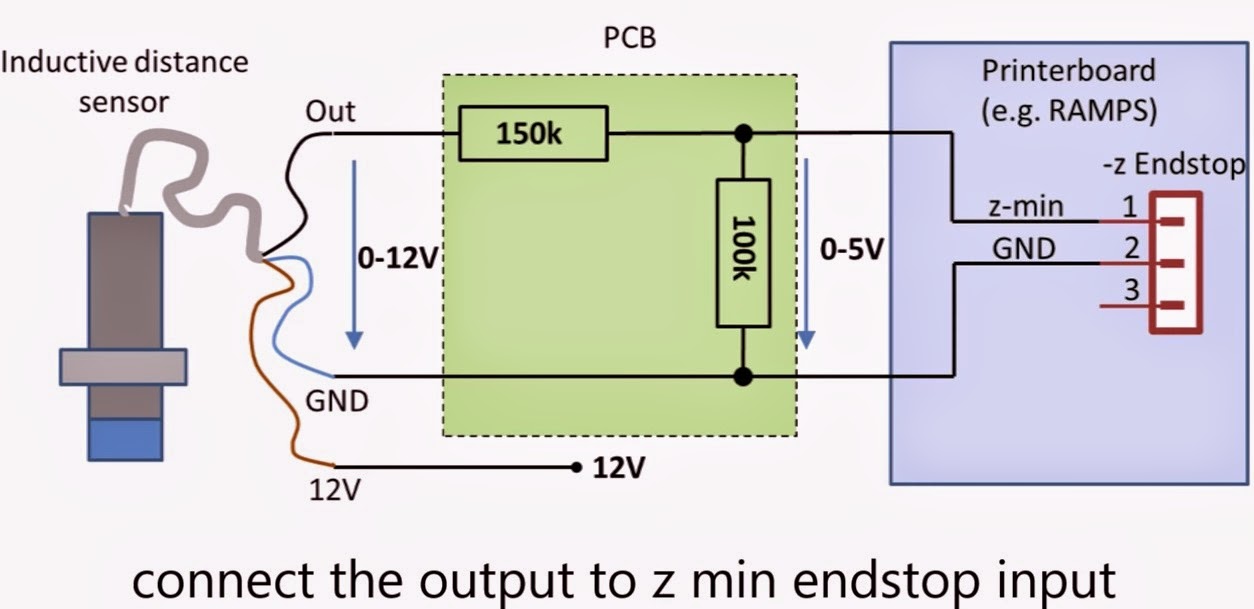
Le Bleu : Masse (GND)
Le Marron : 12V
Le Noir : Signal
La tension du signal est de 12v à la sorti du capteur, la Ramps n'accepte que du 5v !! donc nous allons installer 2 résistances pour diminuer cette tension à 5v .
Facile à trouver sur ebay
Le capteur se branche en lieu et place du contacteur fin de course Axe Z
Nous avons plus besoin de ce capteur, nous pouvons l'enlever.
- Zswitch.JPG (65.54 Kio) Consulté 107545 fois
L'imprimante doit être branchée en USB afin d'envoyer les commandes depuis le PC et conserver l'alimentation de l'électronique en permanence
1°) Home X et Home Y
2°) Faire un repère au centre du plateau avec un marqueur
3°) Centrer la tête d'impression au centre du plateau au niveau du repère.
4°) Descendre la tête avec Cura (commande Z) au maximum (0)
5°) Couper le 12V de l'imprimante
6°) Descendre manuellement la tête et régler avec une feuille la hauteur d'impression.
7°) Une fois fait faire la commande G92 X0 Y0 Z0 (remise à 0 des origines)
8°) Remettre le 12V de l'imprimante
9°) Positionner le capteur (avec Cura) en lieu et place de la tête sur le plateau (sur le repère au centre du plateau)
10°) Faire descendre la tête (avec Cura) jusqu’à que le capteur s'allume (ajuster le plus précisément possible la hauteur du capteur par pas de 0.1mm)
11°) Une fois réglé faire M114
12°) Relever les valeur X Y Z et inverser la valeur (ex : X 20 Y 30 Z 2.5 = X -20 Y -30 Z -2.5) et les insérer des le firmware (offset Z et X,Y, ca permet de connaître la véritable position de la buse en Z et (mais) le véritable centre du plateau pour la mesure)
Exemple :
// these are the offsets to the probe relative to the extruder tip (Hotend - Probe)
#define X_PROBE_OFFSET_FROM_EXTRUDER -20
#define Y_PROBE_OFFSET_FROM_EXTRUDER -30
#define Z_PROBE_OFFSET_FROM_EXTRUDER -2.5
13°) Lancer le téléversement
14°) Supprimer dans le Gcode de démarrage la commande
G28 X0 Y0
G28 Z0
Et la remplacer par
G28
G29
Modification du Firmware :
Je me suis servi de l’excellent tuto de Thomas Sanladerer : https://www.youtube.com/watch?v=EcGFLwj ... L&index=16
Dans Configuration.h
Dé commenter la ligne : //#define ENDSTOPPULLUP_ZMIN
Commenter la ligne : #define ENABLE_AUTO_BED_LEVELING // Delete the comment to enable (remove // at the start of the line)
Configurer le rectangle de plapage :
// set the rectangle in which to probe
#define LEFT_PROBE_BED_POSITION 15
#define RIGHT_PROBE_BED_POSITION 160
#define BACK_PROBE_BED_POSITION 160
#define FRONT_PROBE_BED_POSITION 20
Nombre de palpage :
// set the number of grid points per dimension
// I wouldn't see a reason to go above 3 (=9 probing points on the bed)
#define AUTO_BED_LEVELING_GRID_POINTS 2
J'utilise maintenant 4 palpages (suffisant pour moi) donc 2 mais vous pouvez mettre 3 dans ce cas il y aura 9 palpages sur la surface.
Mes réglages du capteur :
// these are the offsets to the probe relative to the extruder tip (Hotend - Probe)
#define X_PROBE_OFFSET_FROM_EXTRUDER -22
#define Y_PROBE_OFFSET_FROM_EXTRUDER -27
#define Z_PROBE_OFFSET_FROM_EXTRUDER 0
J'ai 1mm de distance entre le capteur et la tête d'impression, faite un Home sur le Z et régler votre capteur de façon à ce qu'il soit plus haut de 1mm (il doit s'allumer)
Hauteur de remonter de la téte avant le Home Z :
#define Z_RAISE_BEFORE_HOMING 10
Remonter entre chaque palpages (1mm):
#define Z_RAISE_BEFORE_PROBING 1 //How much the extruder will be raised before traveling to the first probing point.
#define Z_RAISE_BETWEEN_PROBINGS 1 //How much the extruder will be raised when traveling from between next probing points
Voila rien de bien sorcier ...ne pas oublier de modifier le Gcode de démarrage
; -- START GCODE --
;Sliced at: {day} {date} {time}
;Basic settings: Layer height: {layer_height} Walls: {wall_thickness} Fill: {fill_density}
;Print time: {print_time}
;Filament used: {filament_amount}m {filament_weight}g
;Filament cost: {filament_cost}
;M190 S{print_bed_temperature} ;Uncomment to add your own bed temperature line
;M109 S{print_temperature} ;Uncomment to add your own temperature line
G21 ;metric values
G90 ;absolute positioning
M107 ;start with the fan off
G28
G29
G1 Z15.0 F1200 ;move the platform down 15mm
G92 E0 ;zero the extruded length
G1 F200 E5 ;extrude 5mm of feed stock
G92 E0 ;zero the extruded length again
G1 F{travel_speed}
;Put printing message on LCD screen
;M117 Printing...
; -- end of START GCODE --
https://www.youtube.com/watch?v=-dyFngg ... F3O2iDAHDg
J'attend un autre capteur qui lui detecte le verre je vous ferai mon retour dessus
Jacques si il y a des choses à modifier ne pas hésiter
Mise à jour: j'ai reçu le capteur LJC18A3-H-Z/BX (http://www.ebay.fr/itm/230913392907?ssP ... 1497.l2649) qui lui fonctionne sur du verre avec 10mm de distance et bien c'est nickel !! plus besoin de feuille alu ou miroir !
Vidéo : http://youtu.be/ncH0IwwedbE
Stl : http://www.thingiverse.com/thing:636924/#files
Sur le firmware 1.4 et suivants ne pas oublier :
Dé-ommenter la ligne #define ENDSTOPS_ONLY_FOR_HOMING // If defined the endstops will only be used for homing dans configuration_adv.h au niveau Mechanical Setting Sinon l'impression se fera en l'air ...
