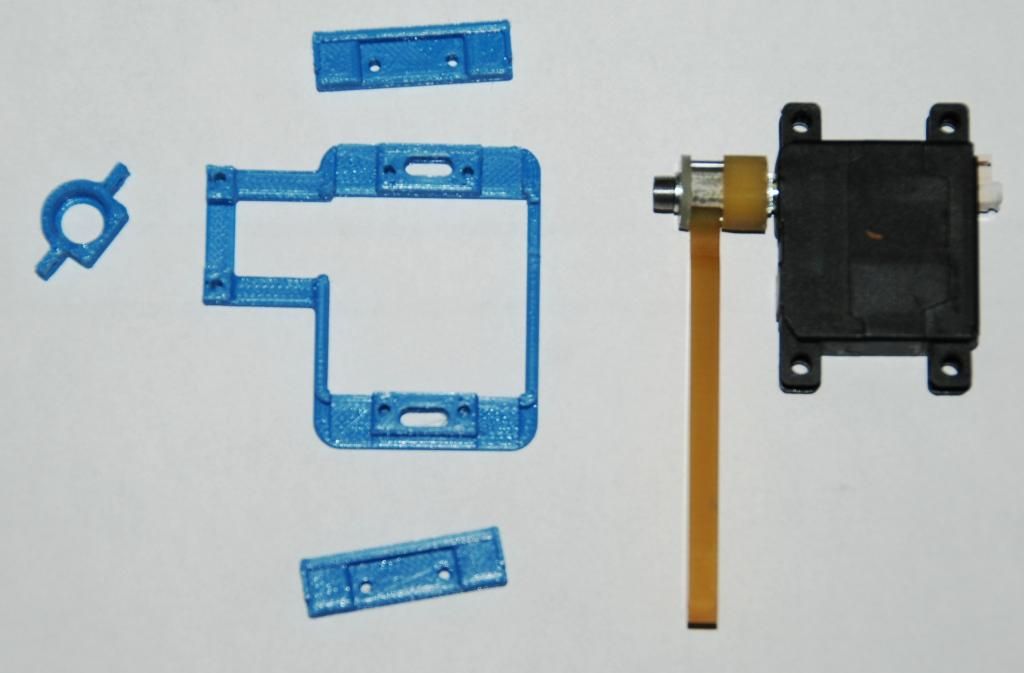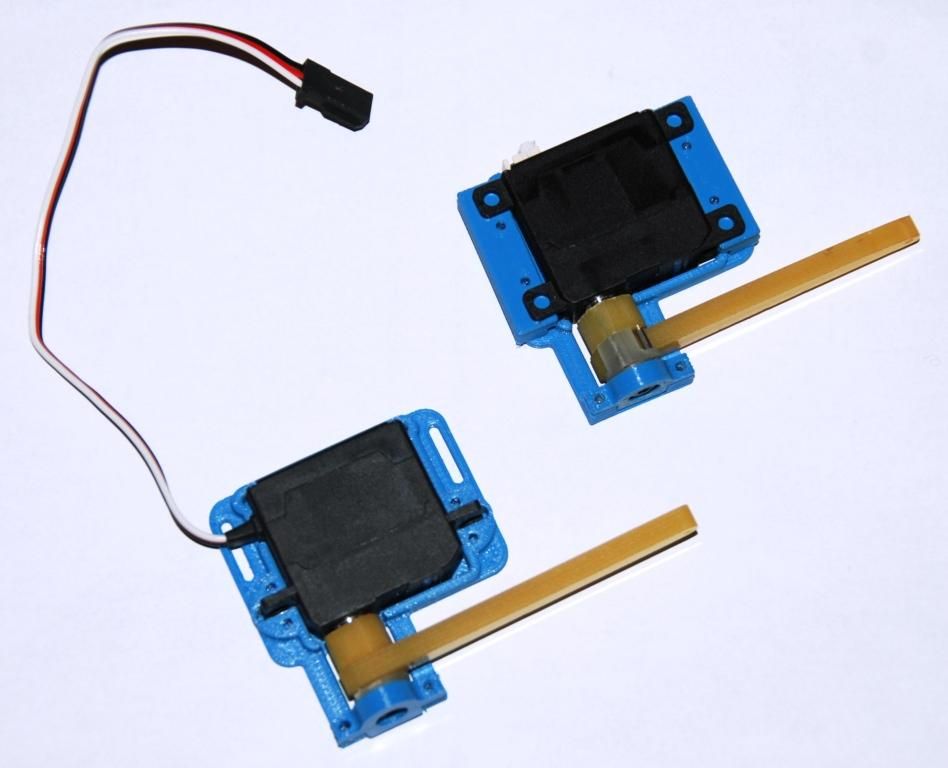

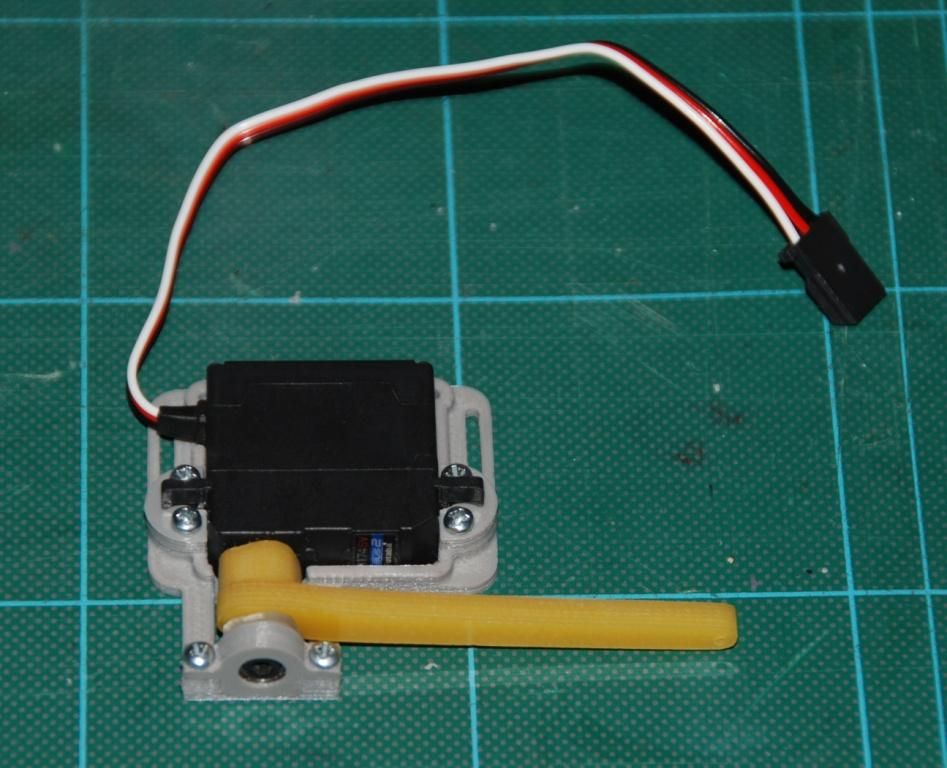
Il s'agit d'une platine support de servomoteur pour volets et ailerons d'un planeur.
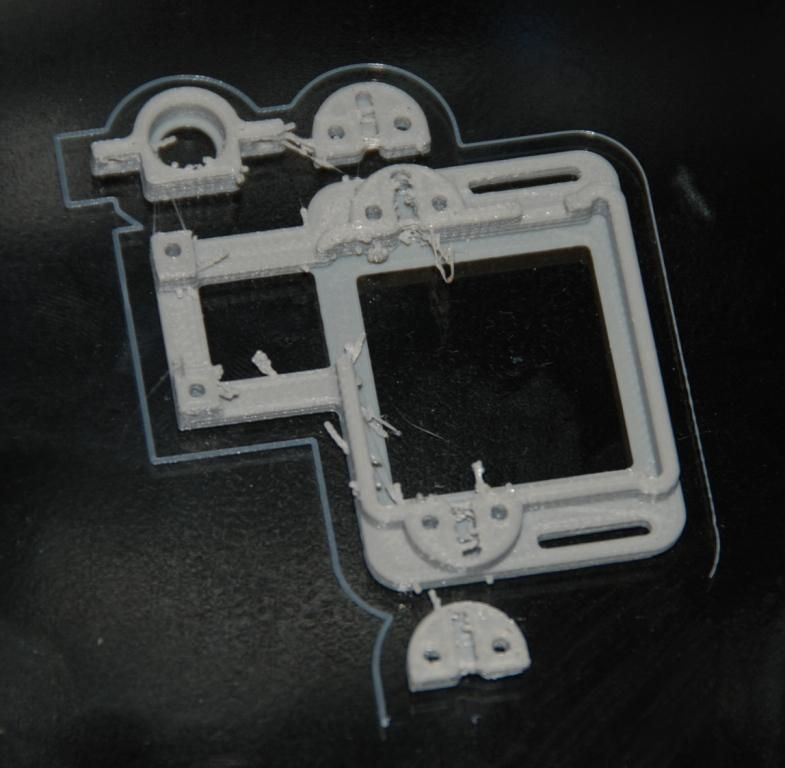
L'impression dure 1h30 en utilisant la plus haute résolution.
Les caractéristiques dimensionnelles sont parfaitement respectées. la précision atteint bien 5/100 sur l'axe Z.
Le roulement est parfaitement ajusté et les vis prennent bien dans la matière (PLA).
Le collage de la platine dans une aile de planeur s'effectue à la cyano, le résultat est très solide.
Le petit plus serait d'éviter les barbes et petits fils créés lors des déplacements de la buse.
J'ai vu qu'il existe dans Cura un paramétrage de la rétractation du fil, mais je n'ai pas osé pour l'instant modifier les réglages d'origine.
Je préfèrerai perdre un peu de temps à l'impression que d'ébarber les pièces.
Quelques tuyaux seraient les bienvenus, merci d'avance.